
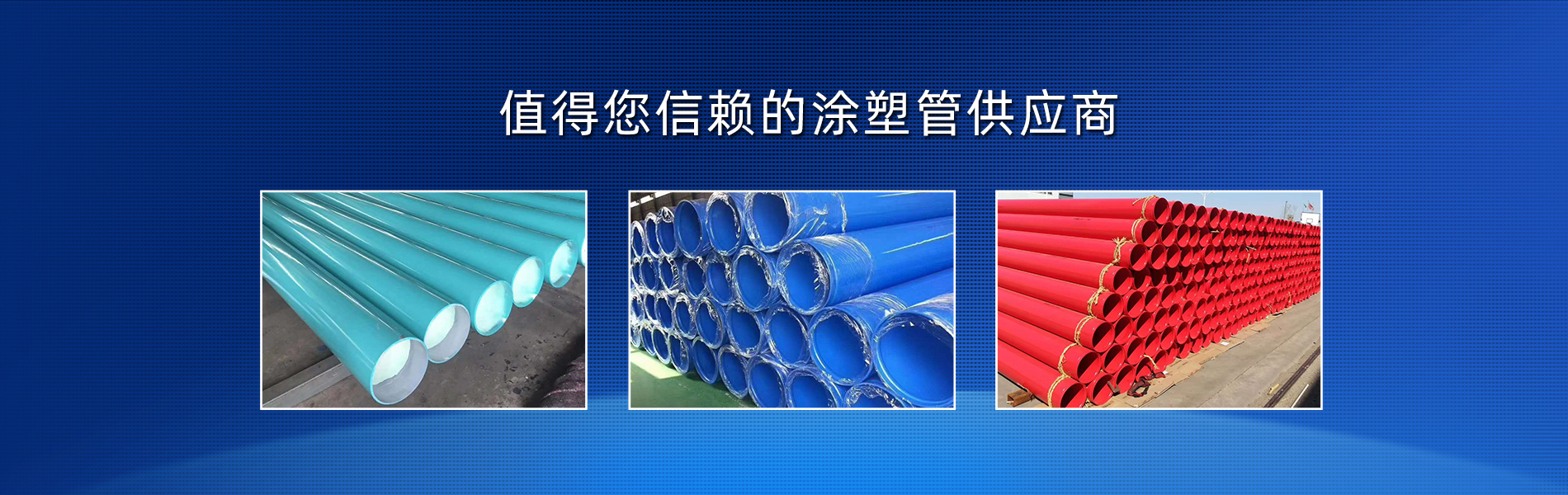


衬塑钢管,以镀锌无缝钢管、焊接钢管为基管,内壁去除焊筋后,衬入与镀锌管内等径的食品级聚乙烯(PE)管材,聚乙烯衬层厚度要求符合CJ/T136-2007标准,后加压加热一定时间后成型,是传统镀锌管的升级型产品。
衬朔管生产工艺:
钢件焊接打磨哈砂除锈--钢管放入电加热炉加热-装粉滚塑_-处理外观。
衬塑管连接方式:
法兰连接






与其他金属管、塑料管和复合管相比,衬塑钢管综合了各种管道的特点,包括钢管的强度、塑料管的耐腐蚀性和低流体阻力。是一种卫生强度高、粘结强度好的绿色管材。
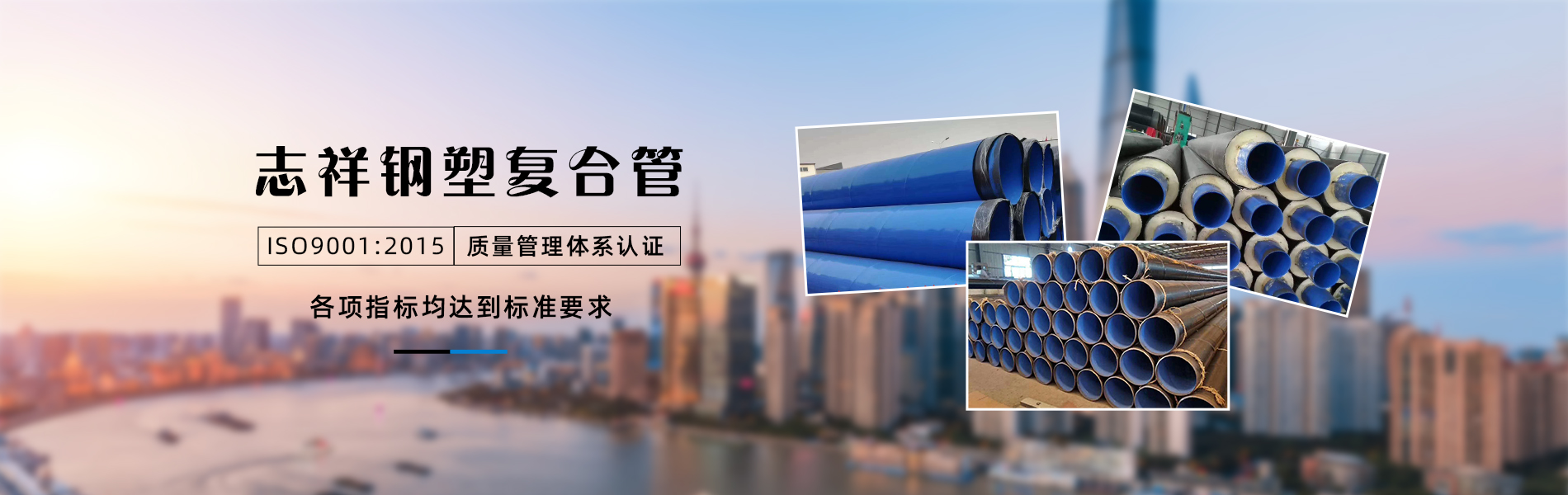
给水钢衬塑管原管道主要为热镀锌管,内壁采用PE、PP-R、PVC塑料管。塑料管采用共挤法挤出,并涂有热熔胶层。然后将其套入锌管,在塑料衬里单元中一起加热和加压。塑料管经冷却成型后,复合在钢管内壁上。钢衬塑料管的连接方法与热镀锌管相同。在管道的两端进行攻丝。连接管件采用马鞍山钢管件,内壁复合塑料层,外镀锌。连接时在接头和螺纹处涂抹密封剂。大口径管道采用卡环或法兰连接。钢塑复合压力管的连接方式与铝塑管相似。管子可以小角度单向弯曲。因此,小角度转向时不需要使用管件。大角度车削采用机械扩口压接,连接管件采用内密封处理。
衬塑管压槽的步骤
1、用切管机将钢管按所需长度切割,切口应平整。切口处若有毛刺,用工具去掉两端塑料和钢管毛刺。
2、将需加工沟槽的钢管架设在滚槽机和支架上。
3、在钢管上放置水平仪,用水平仪测量,使钢管处于水平位置或者支架端低1度左右。
4、将钢管端面与滚槽机前端盖贴紧,使钢管中轴线与滚槽机前端盖垂直。
5、启动滚槽机,开始压槽。待上轮均匀滚压钢管至设定沟槽深度时,停机。
6、松开泄压阀,取下钢管,用沟槽尺测量钢管槽深,确认是否符合标准要求。



 在线客服
在线客服 18920271122 尚总 18920271129 肖经理
18920271122 尚总 18920271129 肖经理 tjzxgs@163.com
tjzxgs@163.com


